

کارهای مهر زنی با دقت بالا شامل مهر زنی، پانچ و کشش عمیق می شود


مهرزنی فلزی فرآیندی است که با ماشینهای مهرزنی و ابزارآلات برای تولید انبوه انجام میشود. این روش در مقایسه با برش لیزری و خمکاری با دستگاههای خمکاری، دقت بیشتر، سرعت بیشتر، پایداری بیشتر و قیمت واحد ارزانتری دارد. البته ابتدا باید هزینه ابزارآلات را در نظر بگیرید.
طبق تقسیم بندی، مهر زنی فلزی به معمولی تقسیم می شودمهر زنی،کشش عمیقومشت زدن NCT.

تصویر ۱: گوشهای از کارگاه مهرسازی HY Metals
مهر زنی فلزی دارای ویژگی های سرعت و دقت بالا است. تحمل برش مهر زنی می تواند به ± 0.05 میلی متر یا بهتر برسد، تحمل خمش مهر زنی می تواند ± 0.1 میلی متر یا بهتر باشد.
طراحی ابزار مهر زنی
برای ساخت قطعاتی که تعداد دسته آنها بالای ۵۰۰۰ عدد است یا قطعاتی که با دستگاه برش و خمکاری لیزری تولید میشوند، گران هستند، به ابزار مهرزنی نیاز خواهید داشت.
تیم مهندسی HY Metals قطعه فلزی شما را تجزیه و تحلیل کرده و بهترین ابزار مهر زنی را با توجه به نقشه های محصول و بودجه شما طراحی می کند.

تصویر 2: ما از پشتیبانی قوی مهندس برای طراحی قالب برخورداریم
میتواند یک قالب پیشرونده یا مجموعهای از قالبهای تک پانچ باشد که بستگی به ساختار، تعداد، زمان تحویل و قیمت مورد نظر شما دارد.
قالب پیشرونده یک قالب مهرزنی پیوسته است که میتواند تمام یا چندین فرآیند را همزمان انجام دهد. برای رسیدن به یک قطعه نهایی، ممکن است فقط به یک مجموعه قالب پیشرونده نیاز داشته باشید.
شکل ۳: این نمونهای از قالب پیشرونده ساده است که یک بار برش داده شده و خم میشود.
قالب تک پانچ یک فرآیند قالبگیری مرحله به مرحله است. این قالب ممکن است شامل ابزار برش قالبگیری و چندین ابزار خمش قالبگیری باشد.
ابزارهای تک پانچ راحتتر ماشینکاری میشوند و معمولاً ارزانتر از ابزارهای پیشرونده هستند. اما برای تولید انبوه کندتر هستند و قطعات پرسشده قیمت واحد بالاتری خواهند داشت.
برش مهر زنی
معمولاً برش با مهر، اولین قدم برای برش سوراخها یا اشکال است.
برش با ابزار مهرزنی بسیار سریعتر و ارزانتر از برش لیزری است.
قالب گیری مهر زنی
برای برخی از ساختارهای مقعر و محدب یا دندههای برخی از قطعات فلزی ورق، به ابزار قالبگیری نیاز خواهیم داشت.
خم کاری با دستگاه پرس
خمکاری با دستگاه پرس نیز ارزانتر و سریعتر از دستگاههای خمکاری است. اما فقط برای قطعاتی با ساختار پیچیده و اندازه کوچک مانند 300 میلیمتر در 300 میلیمتر مناسب است. زیرا وقتی اندازه خمکاری بزرگتر باشد، هزینه ابزار بیشتر خواهد بود.
بنابراین گاهی اوقات برای برخی قطعات با اندازه و تعداد زیاد، ما فقط یک ابزار برش مهرزنی طراحی میکنیم، بدون ابزار خمکاری. ما قطعات را فقط با دستگاههای خمکاری خم خواهیم کرد.
ما 5 مهندس طراح ابزار حرفه ای داریم که بهترین راه حل ها را برای قطعات مهر زنی فلزی شما ارائه می دهند.


تصویر ۴: انبار ابزارآلات مهرزنی فلزات HY
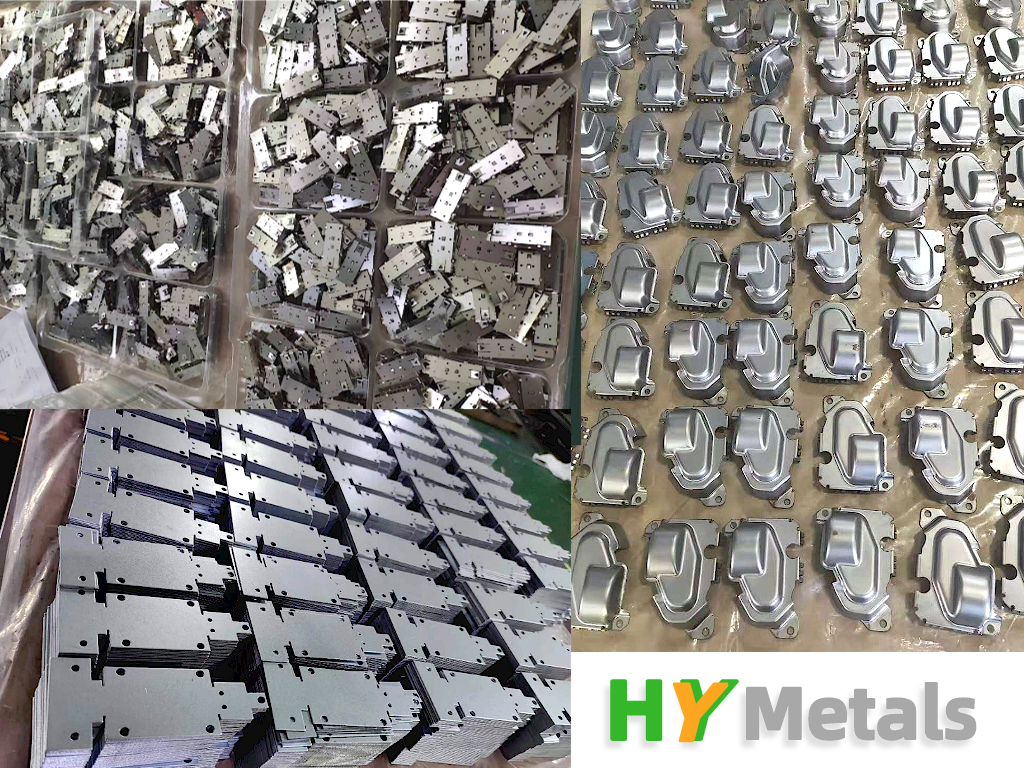
ما بیش از 20 دستگاه پرس و پانچ از 10 تن تا 1200 تن برای پرسکاری فلزات داریم. ما صدها قالب پرسکاری را در داخل شرکت میسازیم و سالانه میلیونها قطعه فلزی دقیق را برای مشتریان در سراسر جهان پرس میکنیم.
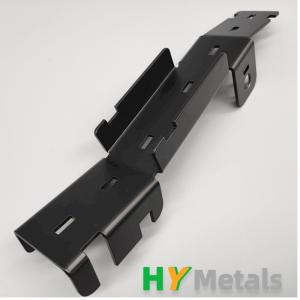
تصویر ۵: برخی از قطعات مهر شده توسط فلزات HY
کشش عمیق
کشش عمیق نوعی قالبگیری برای ساختارهای عمیقتر و مقعر شکل است. حوضچهها و ظروف استیل ضد زنگ در آشپزخانه از جمله قطعاتی هستند که با کشش عمیق ایجاد شدهاند و میتوانیم آنها را ببینیم.
ما بسیاری از قطعات صنعتی دقیق را با روش کشش عمیق میسازیم.

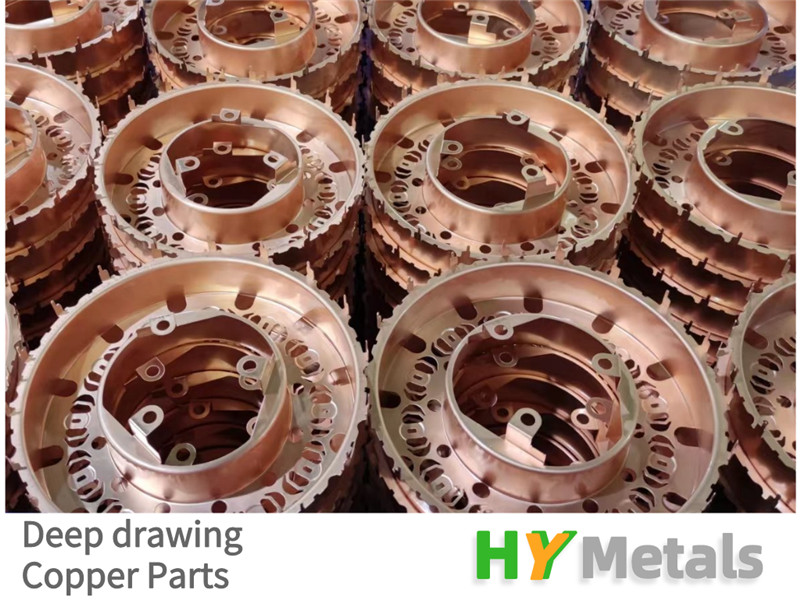
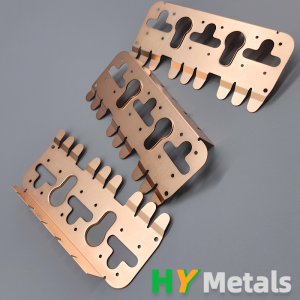
تصویر ۶: کشش عمیق و پرس قطعات مسی
این یک قطعه مس با قابلیت کشش عمیق و مهرزنی است.
ما در مجموع 7 مجموعه ابزار پانچ تکی برای این قطعه طراحی کردیم که شامل 3 مجموعه ابزار کشش عمیق برای شکلدهی و 4 مجموعه ابزار مهرزنی برای برش و خمکاری میشود.
پانچینگ NCT

پانچ NCT مخفف عبارت Numerical Control Turret Punch Press است که با نام Servo Punch نیز شناخته میشود و با یک دستگاه اتوماتیک با سیستم کنترل صنعتی کار میکند.
پانچ NCT نیز نوعی فرآیند مهر زنی سرد است. معمولاً برای برش برخی سوراخهای مش یا برخی سوراخهای OB استفاده میشود.
برای قطعات ورق فلزی با سوراخهای زیاد، پانچ NCT گزینه بهتری با هزینه کمتر و سرعت بیشتر نسبت به برش لیزری خواهد بود.
و ما میدانیم که برش لیزری منجر به مقداری تغییر شکل در اثر گرما میشود.
پانچ NCT یک فرآیند سرد است که هیچ تغییر شکل حرارتی ایجاد نمیکند و صفحه فلزی را به عنوان صافی بهتر حفظ میکند.
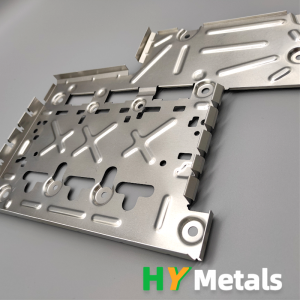
تصویر ۷: برخی از محصولات پانچ شده NCT از HY Metals
-
خدمات تولید سفارشی برای ورق فلزی ...
-

کارهای مهر زنی فلزی با دقت بالا شامل مهر زنی ...
-
قطعات ورق فلزی با دقت بالا در تماس با مس ...
-

فرآیند خمکاری و شکلدهی دقیق ورقهای فلزی
-

قطعات ورق فلزی ساخته شده از فولاد گالوانیزه و ...
-

نمونه اولیه ورق فلزی با چرخش کوتاه
-
براکت فلزی از جنس استیل ضد زنگ با رنگ مشکی ...